La SCHULER
« LA SCHULER » ce nom qui désignait une machine, a raisonné pendant des années à la Cartoucherie.
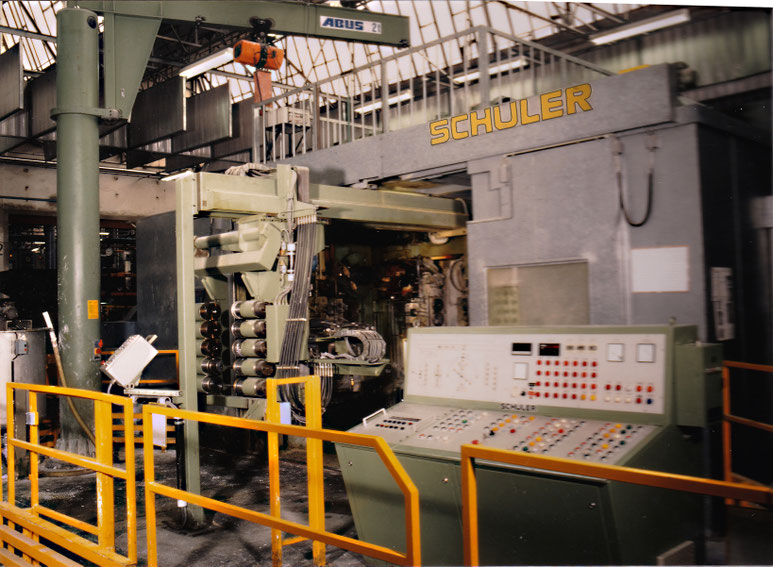
Tout a commencé dans les années 1975 quand, un certain René DUMAS chef de la Division Munition, toujours à la recherche d'idées pour améliorer la productivité, a lancé ce projet un peu fou et par ailleurs très ambitieux : celui de faire simultanément, avec un seul coup de presse, cinq opérations en cumulant les déformations à froid de chaque opération.
Ça aurait très bien pu être une Oerlikon, une Spiertz, une Bret ou encore une Nationale mais le constructeur SCHULER à l'époque a su proposer le projet technique le plus abouti et surtout le plus osé. SCHULER était à cette époque le constructeur de presse spécialisé dans les machines transfert de type multipostes.
Ses références étaient nombreuses, notamment dans le domaine automobile et la frappe des monnaies.
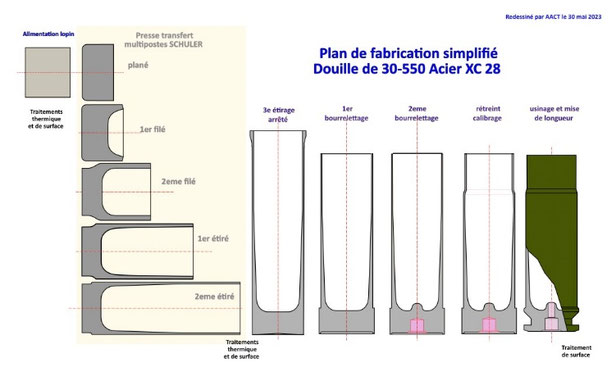
Le pari était donc engagé en 1980 de faire développer par SCHULER épaulé de son partenaire SIEBER pour les outillages les deux gammes de fabrication des douilles de moyen calibre 30 mm et 20 mm en partant d’un lopin jusqu'au 2e étirage (voir plan de fabrication plus loin) soit 5 opérations de déformation sans reprise intermédiaire.
Cette démarche technologique très ambitieuse représentait une avancée considérable en termes de gain de temps, de stockage et de coûts en outillages.
Mais la remise en cause d'une partie de la chaîne de production industrielle des douilles a été profonde.
Ainsi les approvisionnements des matières premières (les lopins ont été redéfinis en précisant notamment le taux de globalisation de la perlite) et oui la perlite globulaire possède des propriétés de déformabilité et de ductilité bien supérieur à la perlite lamellaire.
Les états de surface des faces étaient très stricts pour éviter les microfissures au cours des déformations mais aussi les dispersions de masse devaient être très faibles et parfaitement maîtrisées car le poste 1 de compression était une opération pratiquement à volume fermé.
Puis et surtout, la gamme de phosphatation avec un fort poids de couche devait garantir une qualité du stéarate (lubrifiant solide formé avec la couche de phosphatation) irréprochable.
Voilà là les trois principaux paramètres industriels qui ont été remis en cause dès le stade de l'approvisionnement des lopins
• globulisation
• précision sur le volume et les états de surface
• qualité de la phosphatation à fort poids de couche.
Cette démarche de remise en cause des process établis depuis de nombreuses années s'est étendue sur la fabrication des outillages avec dans l'ordre le choix des matériaux et les traitements thermiques adaptés suivant l'usage :
• matrice, poinçon, contre poinçon et frette.
Là encore ce parcours semé d'embûches a été long mais a permis de faire des progrès importants dans ce domaine grâce précisément aux fournisseurs d'aciers à outils, notamment Thyssen. À cette époque un travail de fond a permis de codifier les choix des nuances en fonction de l'application mais surtout d'établir des gammes de traitement thermique très précises conduisant à optimiser les rendements des outils.
Pour réussir ce pari, la qualité de fabrication des outils, les états de surface et la précision des profils avaient une importance capitale que les opérations traditionnelles de déformation à froid ne permettaient pas toujours de révéler mais qui, dans le cas d'opérations multiples (sans reprise intermédiaire), prenaient toute son acuité.
On peut compléter cette partie réservée aux outillages en disant aussi que le montage exigeait plus de soin et de précision avec des alignements réglés à moins de 0.1mm, une qualité des appuis notamment sur les postes ou les efforts étaient très importants comme au poste 3 avec 180 tonnes dans le cas de la douille de 30 mm.
Nous avons découvert toutes ces contraintes jour après jour quand la machine était dans nos murs et qu'il s'est agi de la mettre en production pour assurer le plan de charge.
Au début de la phase d'industrialisation en 1983 les résultats étaient catastrophiques les rendements des outillages très médiocres surtout pour la matrice de filage au poste 3 où les rendements étaient 10 fois plus faibles que ceux attendus avec un coût unitaire très élevé.
Le poinçon de filage du poste 3 a fait l'objet de beaucoup de recherches pour choisir la matière, son traitement thermique et sa gamme de fabrication (réserve d'épaisseur dans les rayons de raccordement pour la trempe) ASP 30 les traitements de surface par diffusion à haute température, recuit de détentionnement à basse température.
Les noyaux des matrices du poste 3 en acier rapide MO5ES on fait l'objet d'essais longs et coûteux pour trouver le meilleur compromis entre la résistance à l'usure et la ténacité.
Cette campagne de mise au point et de perfectionnement a duré près de 18 mois avec la présence de SIEBER au début puis par la suite avec l'assistance de THYSSEN pour les outillages. C'est grâce à ce travail en commun avec les métallurgistes pour les approvisionnements, les fournisseurs d'acier pour les outillages, les spécialistes du traitement de surface ZWEZ et CFPI que des progrès considérables ont été réalisés pour aboutir à une phase d'industrialisation tout à fait satisfaisante à partir de 1984.
Les coûts des outillages (coût aux 1000 produits fabriqués) ont été divisés par 10 en 3 ans entre 1984 et 1987.
Plus tard quand le régime de production s’est stabilisé avec des coûts convenables, la gamme de fabrication de l'obus de 30XL a été entièrement développée par l’ATE en 1986.
Ainsi, pendant environ une dizaine d'années, la SCHULER a produit un total (douilles de 20 de 30 mm et obus de 30XL) de 12 millions de produits.
Cette machine après sa mise au point avec la douille de 30 mm et 20 mm n’avait pas d’équivalent connu en France.
Cette longue période de mise au point a été émaillée parfois de doute, d’interrogation, de conflit mais jamais de renoncement car, tout au début, à l’issue de la réception en usine chez le constructeur allemand un point de non-retour avait été franchi : il fallait réussir à tout prix.
Montant de l’investissement : 18 millions de francs (1980) pour la machine et son environnement direct
J'ai essayé de décrire ce pari un peu fou de la fin des années 70 qui a mis toutes les équipes dos au mur pour trouver des solutions et résoudre les problèmes. C’est grâce au travail acharné des opérateurs de l’époque c’est aussi grâce à la pugnacité et à la rigueur des équipes de tous les services que nous avons pu certifier, que c'était une réussite technologique, quand la machine a quitté l'enceinte de l’atelier M7 pour être transférée chez MANURHIN à Cusset.
MANURHIN à Cusset qui a remis en production la SCHULER pour la fabrication des douilles de moyen calibre en acier sur la base d’un plan de fabrication moins ambitieux (4 opérations au lieu de 5) n'a pas fait mieux que l’ATE malgré le transfert de tout notre savoir-faire.
BILAN ECONOMIQUE
Le bilan d’exploitation de la machine multipostes est devenu positif (+0.39 MF) au cours de l’année 1985.
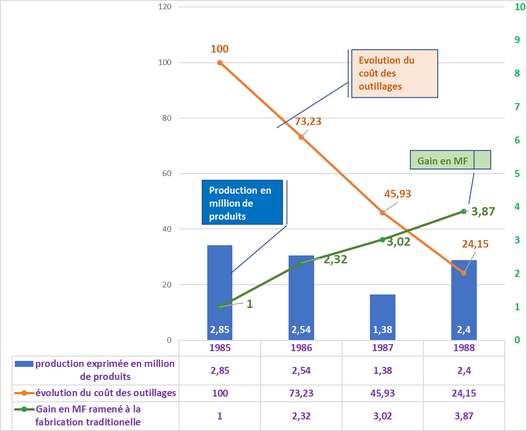
Les gains de productivité n’ont cessé de croître les années suivantes comme illustré ci-dessous.
Ces bilans ont été établis sur la base des opérations de déformation jusqu’au deuxième étiré des douilles de 20 et 30 mm en prenant en compte les coûts générés par :
• La main d’œuvre ;
• Les outillages ;
• Les énergies ;
• Les traitements de surface (phosphatation et lubrification)
• Les amortissements
Représentation graphique
de la
productivité
de la
machine SCHULER
sur 4 ans
(1985 à 1988)
Commentaires : le coût des outillages a été calculé sur la base 100 en 1985 quand le gain de productivité était sensiblement voisin de 1.
À cette même date le bilan d’exploitation de la machine SCHULER affichait un résultat légèrement positif.
On peut noter que sur cette période allant de 1985 à 1988 ayant fait l’objet d’un suivi très rigoureux, 9 204 000 produits ont été fabriqués sur cette presse.
Pour conclure, globalement les progrès réalisés grâce aux efforts de tous pour rendre cette machine capable d’assurer le plan de charge dans des conditions optimales auront permis des avancées notables dans toutes les directions de la déformation à froid.
• Spécifications des lopins, globulisation, dimensions, rugosité
• Traitement de surface, phosphatation à fort poids de couche
• Choix des aciers pour les outillages, TTH, Frettage, rigueur pour leur montage
• Réduction des temps pour changer de fabrication entre D30 mm, D20 mm et OXL.
La machine faisait la « vedette » vers la fin des années 1980 quand la rentabilité était en constante progression puis ce moyen de production s’est peu à peu banalisé après les années 90.
Ces quelques lignes vous permettront de découvrir l’envers du décor et la face cachée qui ont été édifiés autour de la machine SCHULER. Le coté visible, que vous connaissez, présentait une machine vertueuse, révolutionnaire qui allait réduire les coûts de production de façon spectaculaire sauf que, cette situation n’est apparue qu’après un travail assidu et acharné des personnels pendant près de 2 ans, parfois dans des conditions adverses, que mon sens de la réserve ne me permet pas d’évoquer ici. MF-AP
PS : C'est à la page 4 du "POLYGONE" n°14 que vous pourrez retrouver l'arrivée par voie ferrée de cette machine de 90 tonnes qui nécessita l'emploi de 4 wagons pour la transporter.
Juin 1979 : Les productions munitionnaires de FEM